


NESPERT from A to Z
Nesting
 The main task in true shape nesting is placing flat objects on plate blanks. The objects can be individual parts or groups of nested parts – blocks.
The main task in true shape nesting is placing flat objects on plate blanks. The objects can be individual parts or groups of nested parts – blocks.
The efficiency of nesting has the most significant influence on the use of metal.
The tight nesting saves metal, the loose – increaces the losses from scrap.
The system nests objects step-by-step and provides interface for nesting control.
NESPERT CAM nests automatically, interactively or manually.
The system optimises, finds the place and orientation of the object on the plate and nests it tightly to other already nested objects. NESPERT CAM performes on-line control against overlapping all the time - to avoid placing an object on other already nested objects.
The automatic nesting is performed in the sequence specified in the nesting queue and with the quantities specified in the nesting job. The automatic nesting can be performed on single or multiple plates until the permitted plates or the parts in the job are expended.
NESPERT CAM performs simultaneously automatic nesting on all plates for all jobs in the order under the management of Vintech Manager.
It is possible to choose an object located on the plate or in the nesting queue, at any time. The selected object appears under the mouse cursor and can be dragged, pushed and rotated near the desired location on the plate. After dropping NESPERT CAM nests it tightly to the already nested objects, performing on-line control against overlaping at the same time.
The user can switch off the on-line control against overlapping and nest the object on the desired location on the plate using the mouse cursor.
True shape nesting technology
The true shape nesting technology determines the quality of the manufactured parts, the productivity and the degree of wear of CNC machines for thermal and jet cutting.
Combining optimal nesting methods and processing technology is the task with the highest complexity in true shape nesting.
Each cutting type - laser, plasma, oxy-fuel, water-jet or mechanical, has its own characteristics and requirements.
The cutting technology is determined by the ongoing physical and chemical processes inside the cut, the type and thickness of the material and the type of the processed contour.
NESPERT CAM supports the specific technology knowledge as tabular rules in datasets, stored in the SQL database of the system, called Technological Datasets Base (TDB).
The system uses TDB to determine what processing technology to implement on the nesting layouts in the project.The user can always change a technological parameter assigned by the system.
Cutting path is the path of the jet, which moves along a separate contour from a part in a way determined by the processing technology. NESPERT CAM differs which contours are outer, inner, holes, slots, which paths are marked (or engraved), and also which points are for centring. NESPERT CAM automatically or interactively creates paths .
Route of rapid moves is the order of processing separate paths in a part and in a nesting layout.
NESPERT CAM provides completely developed capacities for creating and managing the processing technology:
There is no obligatory sequence for creating the processing and nesting technology.
NESPERT CAM has no requirements on the sequence of creating a technology and nesting.
The user decides in what state to nest the objects – parts and blocks. They can be:- without paths and route,
- with partially or fully completed paths and no route,
- with paths and partial routes,
- with completed paths and route.
Special technologies
NESPERT CAM implements high efficiency methods for programming the processing, such as:- bevel cutting (optional),
- combined thermal cutting and drill-boring processing (optional),
- variable number and distance between parallel cutting torches (Advanced Multi Torch)
- processing by frames of plates longer than the work stroke of the machine,
- cutting holes without defects at the extinguish point,
- cutting with bridges, with common cuts,
- avoiding collisions,
- chain cutting with circumventing, and others.
Optimisation and automatic control when creating paths and routes
Optimisation of cutting paths
In every moment, NESPERT CAM performs on-line control and avoids placing paths and path elements on already nested objects or other paths.Optimisation of the route of rapid moves
NESPERT CAM automatically or interactively creates a rapid moves route. The system allows working with partial routes.
When automatically creating a route, the system minimizes the length of the route, taking into account limitations such as the part-by-part and part-in-part nesting .
-Part-in-part nesting is nesting a part in the hole of another part. The levels of part-in-part nesting in the system are unlimited. NESPERT CAM automatically programms the processing of the nested contour before the enclosing one.
-Part-by-part nesting is a limitation of the processing of all contours of a single part, before proceeding to the processing of the next part.
The control for part by part and insertion can be turned off.Control against formation of islands of uncut paths
NESPERT CAM allows building bridges between nested parts for which a cutting technology has not been assigned (parts without paths and route). The system does not allow the formation of islands of uncut paths by automatically creating cutting technology.Control of the sequence when cutting with common cuts
NESPERT CAM creates sequence of common cuts ensuring the proper processing of the contours of joint details. The system automatically sets cutting of the inserted contours and holes before the enclosing contour of the common cut in nesting layouts with common cuts.Control of the sequence in chain cutting
When chain cutting, the system automatically sets the cutting of the nested contours and holes before the enclosing contour with chain cutting.
Results
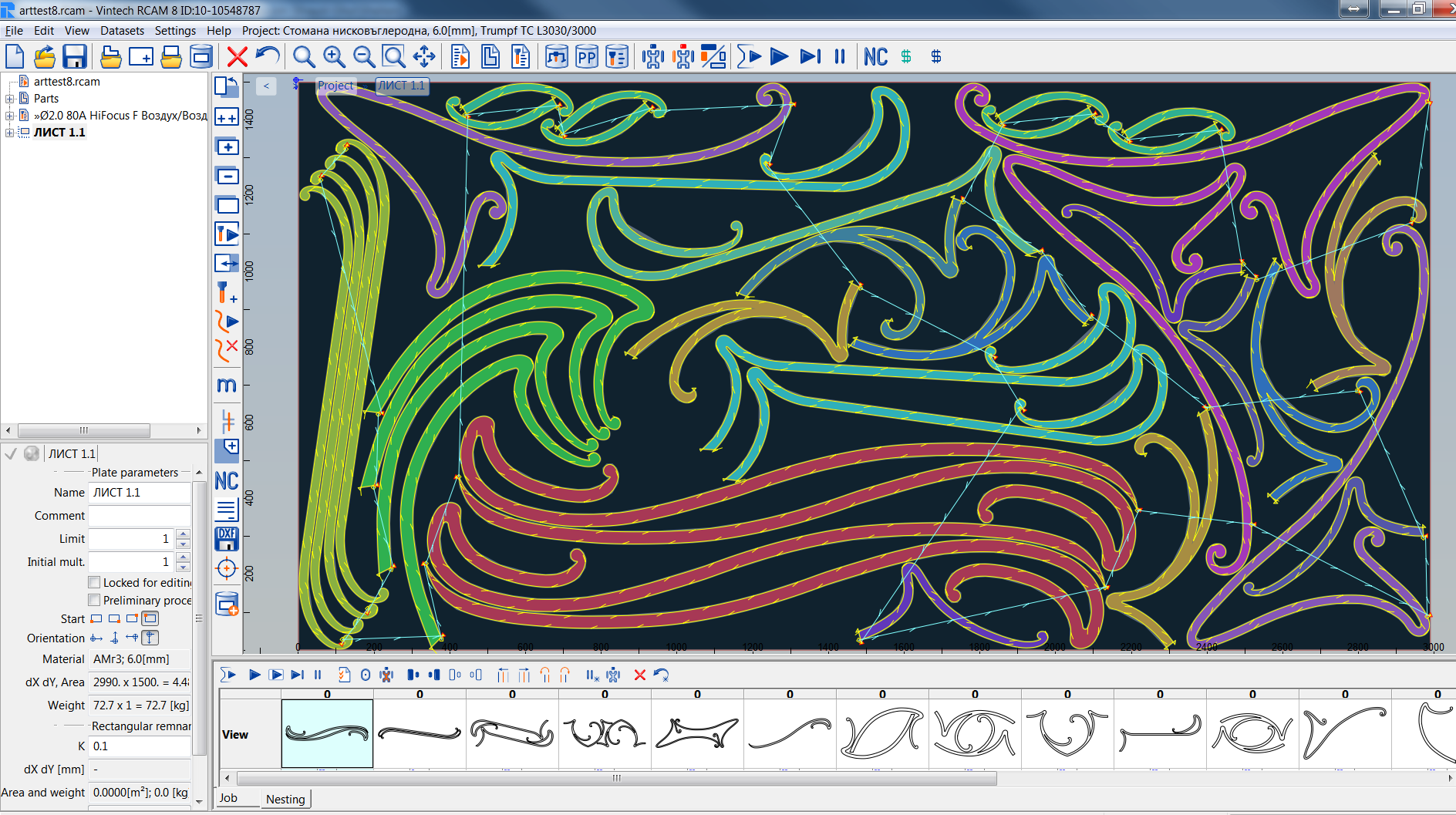
The main result of the true shape nesting with NESPERT CAM is the nesting layout. Using the nesting layouts the system generates NC programs, reports and valuation documents.
The nesting layout accurately and completely visualises the order of processing: plates, parts, rapid moves, paths with directions, turn-on and turn-off points, other path elements. Each type is displayed with a separate colour and fill.
The nesting layout is created through combination of automatic and interactive methods for nesting and processing technology.
NESPERT CAM provides various options for flexible management of the strategy for nesting layout creation.
The automatic strategies are:
The system nests objects consistently filling all available plates, without creating paths and route. This mode is used for preliminary nesting, nesting with common cuts or bridges.
The system nests objects, until filling the current plate, then creates paths and route. The cycle continues until all parts in the nesting job are expended or the limit of the plates in the project is reached.
The system nests objects and creates paths for the current plate. After filling the plate the system creates the route. The cycle continues until all parts in the nesting job are expended or the limit of the plates in the project is reached. This mode is used when there are rectangular parts in the nesting job
The paths and route of each object of the job are created in advance. Parts with paths and route are nested on the current plate until it is filled or until the parts in the job are expended. Then a route between the objects on the current plate is created. The cycle continues until all parts in the nesting job are expended or the limit of the plates in the project is reached.
This mode is used to generate NC programs with subroutines with translation and rotation of each part or by users who have worked with CAM systems, that have only this mode of creating nesting layouts.
NC programs are generated using open and configurable postprocessors, from nesting layouts with paths and route on the nested objects.
The NC programs can be in ISO / EIA or ESSI command systems, in their "dialects" or other command system for a specific CNC machine.
The structure and format of the NC program is determined by the capacities of the machine, the CNC controller and the cutting equipment.
The true shape nesting imposes specific requirements to NC programs, such as:
NC programs with block search
A nesting layout can contain hundreds of parts. For various reasons, the process of cutting may be interrupted. Specific and especially important for the CNC machines for thermal cutting is the functionality to continue the processing as close to the place of interruption as possible. The universal CNC controllers restart the processing with a simple block (line) number selection and appropriate operator actions.
Some specialised CNC controllers for thermal cutting have built-in capabilities for automatic run trough the program or restart the processing from the beginning of any part or block.
Others use NC programs with subroutines, parameters or other methods to restart the processing from the cutting point of any part or contour.NESPERT CAM easily adjusts to generate NC programs with a structure according to the requirements of the specific CNC controller.
NC programs with automatic control of the cutting regime
The machines for thermal cutting have highly advanced capacities for recognising the specifics of the cutting regime and programming their management.
NESPERT CAManalyses the cutting paths and allows generation of NC programs with optimal cutting parameters according to the grade and thickness of the material, the length and shape of the processed contour.
NESPERT CAM can easily be set to generate NC programs, that customise sets of parameters for water-jet, oxy-fuel, laser or plasma sources.NC programs with technological tables
The functions for analysing the length and shape of the cutting paths are performed by the CNC controller in some modern laser cutting machines. The parameters of the cutting conditions for each path type are supported in machine technological tables and the NC program reports the grade and thickness of the plate to the CNC controller.
The technological tables can be loaded in the CNC controller by the NC program in other laser cutting machines.
NESPERT CAM supports redefinable technological tables in its database and can be easily set to generate NC programs with technological tables.
Reports and documents, including technological, organisational and commercial, are generated based on open, accessible for editing document templates. The language of the documents matches the localization language of the system - English, Russian, Bulgarian.
The documents are created for each layout individually or summarised for all layouts in a project.
The documents can be saved in PDF, DXF or HTML file format.